PhD positions are available for top students with excellent simulation skills and a strong background in chemical engineering. Check current availability on: FindaPhD
Research topics include (but are not limited to):
~ Eco-efficient downstream processing of biofuels and bio-based chemicals
~ Systematic identification and integration of process intensification alternatives
~ Systems engineering of flexible demand technologies powered by renewable energy
Eco-efficient downstream processing in biorefineries
Although most research in biorefineries focuses on conversion or pre-treatment steps, the largest costs are in the downstream processing of bio-based chemicals and biofuels.
In order to become viable and sustainable, a paradigm shift is needed towards intensified separations in this new production environment.
Separations must be integrated and intensified as part of a systematic and holistic PSE approach, as changes to the way separation is carried out cannot be studied in a piecemeal approach by considering units in isolation.
This research direction aims to integrate various separation techniques for optimal process design, using novel technologies and configurations developed specifically to suit the difficult bio-separations involving complex mixtures where the useful products are in low concentration.
This will be achieved by exploiting the synergy between the physical and chemical phenomena taking place in multi-phase systems where the products are obtained by bio-chemical reactions or isolated from natural resources.
Applied Research & Innovative Process Development
1. Methodology projects on fundamental and applied research topics, such as Residue Curve Maps (RCM)
based design of separation sequences, novel reactive separations, advanced process integration
(e.g. Dividing-Wall Column, Reactive DWC, Extractive DWC, Azeotropic DWC) and plant-wide control.
2. Multi Bussiness Unit (mBU) and BU dedicated applied research projects and innovative process developments in:
distillation, absorption, reactive separations, energy savings technologies, conceptual process design,
advanced process control, basic engineering and technical support for industrial plants.
3. Multi-partner industrial projects, within the Institute for Sustainable Process Technology (ISPT) / Dutch Separation Technology Institute (DSTI)
~ Industrial heat storage (ISPT Project UH-20-05)
~ Compression Resorption heat pump (ISPT Project UH-20-06)
~ Thermo-acoustic heat pump (ISPT Project UH-20-08)
~ Heat pumps in bulk separation processes (ISPT Project BC-00-002)
~ Reactive distillation for multi-product continuous plants (ISPT Project SC-00-005)
~ Alternative Energy Forms for Green Chemistry (ALTEREGO) ~ Catalytic Membrane Reactors based on New Materials for C1-C4 valorization (CARENA)
5. Integrated plants for biofuels production by reactive distillation and reactive absorption.
Enhanced separation and purification of bioethanol and biodiesel.
Innovative process intensification, process design, control and optimization, as well as development of solid catalysts.
Novel Integrated Reactive-Separation Process for FAME Synthesis
Integrated biodiesel processes based on reactive separations powered by solid acid/base catalysts are available nowadays,
offering significant advantages such as minimal capital investment and operating costs,
as well as no catalyst-related waste streams and no soap formation.
However, the controllability of the process is just as important as the capital and operating savings.
In such processes the small number of degrees of freedom is a drawback which makes it difficult
to correctly set the ratio of reactant feeds and consequently to avoid impurities in the products.
We developed a novel heat-integrated reactive absorption process that eliminates all conventional catalyst related operations,
efficiently uses the raw materials and equipment, and considerably reduces the energy requirements for biodiesel production
- 85% lower as compared to the base case (equivalent to only 21.6 kW.h / ton FAME).
Rigorous simulations based on experimental results were carried out using Aspen Plus and Dynamics.
Despite the high degree of integration, the process is very well controllable using an efficient plantwide control structure proposed in this work.
The main results are given for a plant producing 10 ktpy fatty acid methyl esters from methanol and
waste vegetable oil with high free fatty acids content, using sulfated zirconia as solid acid catalyst.
Process Integration in Process Separation: Reactive Distillation and Dividing-Wall Columns
Due to its many advantages, distillation is still the major separation process used in the chemical processing industry.
However, one important drawback is its considerable energy requirements distillation can generate more than 50% of plant operating cost.
Process intensification aims at significant capital and energy savings, as well as environmental benefits, by integrating different
phenomena or operations (e.g. reactive separations, dividing-wall columns, heat integrated reactors or columns).
Several successful examples of integrated processes can be found among reactive separations that
combine reaction and separation steps in a single unit (e.g. reactive distillation).
Note that such an integration requires a match of the reaction and separation conditions.
Compared to traditional reactor distillation sequences, the integrated reactive-distillation design brings several advantages such as:
1. increased conversion due to overcoming equilibrium limitations,
2. increased selectivity via suppression of secondary reactions,
3. reduced energy consumption via in-situ heat integration,
4. avoidance of hot spots,
5. ability to separate close boiling components.
Along with reactive separations, there is also the possibility to integrate different separation units together.
The direct or indirect sequence of two distillation columns evolved via the Petlyuk column to the concept of dividing-wall column (DWC).
This is a very attractive design alternative as it saves the cost of building
two columns and cuts operating costs by using a single condenser and reboiler.
Compared to the conventional distillation, DWC offers the following advantages:
1. reduced number of equipment units,
2. lower energy consumption compared to (in-)direct separation sequences,
3. high thermodynamic efficiency due to reduced remixing effects,
4. high purity for all three product streams reached in only one column,
5. better economics: DWC can save up to 30% in capital invested and operating costs.
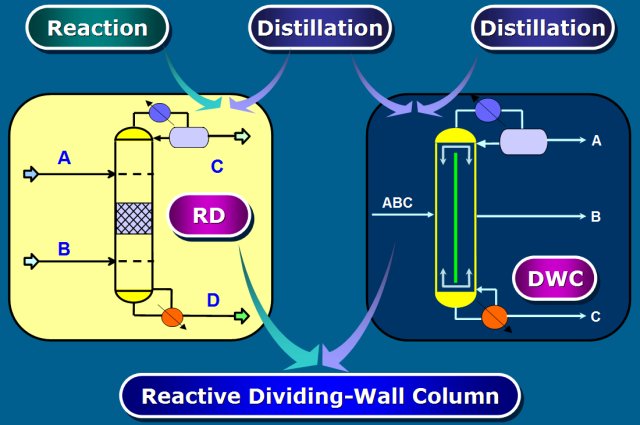
Both reactive distillation and dividing-wall columns are developments of a conventional distillation column.
However, at the same time they are two different ways of integration.
The advantages of both integrated units could be further enhanced if they are combined via an additional integration step.
The resulting unit called reactive dividing-wall column (RDWC) has a highly integrated configuration that consists of
one condenser, one reboiler, the reactive zones, the pre-fractionator and the main column together in a single-shell column.
RDWC offers an alternative to conventional reactive distillation towers or multicolumn arrangements, with potential significant cost savings.
Towards Green Energy: Biodiesel by Catalytic Reactive Distillation
Developing sustainable energy sources is one of the key scientific challenges in the 21st century.
Biodiesel is a viable and renewable alternative to petroleum diesel, with better performance and environmental benefits.
It can be produced from vegetable oils, animal fat or even recycled greases from food industry.
Interest in biodiesel is growing following tighter legislation on vehicle emissions.
Remarkably, biodiesel is the only alternative fuel currently available that has an overall positive life cycle energy balance.
Biodiesel consists of fatty acid methyl esters (FAME), currently manufactured by either trans-esterification
using liquid Na/KOH catalyst, or batch esterification of free fatty acids using H2SO4 as catalyst.
These catalysts are not only corrosive and toxic, but they require neutralization and an expensive
separation, thus making biodiesel an attractive but costly alternative fuel.
The complete catalyst removal is imperative due to the EU restrictions on sulfur content in diesel fuels (< 15 ppm as of 2006).
To solve these problems, we propose the replacement of the homogeneous acid catalyst with solid acids
and develop a sustainable esterification process based on catalytic reactive distillation (RD).
Solid acids can be easily separated from the biodiesel product; they need less equipment maintenance and form no polluting by-products.
Finding catalysts that are active, selective, water-tolerant and stable under the process conditions is the main challenge for a successful design.
We have screened a large number of zeolites, heteropoly-compounds, metal oxides, ion-exchange resins, and carbon-based solid acids.
The catalyst development was integrated in the process design at an early stage, by data mining and
embedding of reaction kinetics in the process simulation. The integrated reactive-separation design is able to shift
the chemical equilibrium to completion and preserve the catalyst activity by continuously removing the products.
This process dramatically improves the biodiesel synthesis and reduce the number of downstream steps.
The key benefits are: efficient use of the reactor volume leading to high unit productivity;
stoichiometric reactants ratio hence no external recycles of excess alcohol;
no neutralization step since the solid acids do not mix with the products hence no salt waste streams;
reduced capital and operating cost due to the integration of the reaction and separation into one unit
and the elimination of additional separation steps; and sulfur-free fuel as solid acids do not leach into the biodiesel product.
Entrainer-based Reactive Distillation for Synthesis of Fatty Acids Esters
NWO/CW Project Nr. 700.54.653
Fatty esters are performance oleo-chemicals based on natural raw materials.
Fatty esters are incorporated in a wide variety of high-added value products, from cosmetics to plasticizers and bio-detergents.
Bio-diesel, a mixture of light fatty esters, has recently emerged as a sustainable fuel.
Conventionally, the fatty esters are produced in batch processes using strong mineral acids.
However, large-scale manufacture of bio-diesel needs continuous sustainable technologies based on solid catalysts.
This research aims to replace the conventional batch synthesis of fatty esters by a novel
continuous sustainable technology based on catalytic Reactive Distillation (RD) enhanced by entrainers.
The key features are:
1. Continuous process that makes use of a stoichiometric feed of reactants, it has no external recycles and delivers high-purity product.
2. Involves minimum equipment, instrumentation, energetic and manpower costs since additional steps for separation and purification are absent.
3. Makes use of solid catalyst. No auxiliary polluting by-products are formed.
4. Multi-product plant can be designed to produce a variety of esters in the same equipment.
The key novelty element in this project is the intensification of the RD process
by the use of a Mass Separation Agent (MSA), known also as entrainer.
The presence of a MSA is necessary to modify the physical properties of the reactive mixture,
namely the phase equilibrium, in order to reconcile optimally the conditions for separation and reaction.
The entrainer should be non-toxic and acceptable as impurity for the target products.
Because of equilibrium limitations of esterification, high conversions can be obtained only by using a large excess of alcohol.
Batch technologies are highly inefficient involving costly separations, large energy requirements and polluting by-products.
A continuous process based on solid catalyst would bring significant advantages.
In this respect the use of Reactive Distillation seems appropriate.
The use of a solid catalyst is crucial in this project.
Some critical issues to address are:
1. High activity in view of the low residence-time achievable in RD columns, below 30 minutes.
2. Prevent the deactivation by water due to the hydrophilic nature of acidic sites.
Free-water is obviously prohibited, but low-content water of the organic phase is also necessary in order to guarantee long-life operation.
3. Because the alcohol/acid molar ratio inside the RD column may vary over five orders of magnitude,
this may lead to undesired dehydration of alcohols to ethers.
This research consists of screening suitable acid solid catalysts for continuous reactive distillation.
Robotic means are used for the fast and reliable synthesis.
A new micro-reactor device is built for activity characterization and systematic ranking of candidates.
The micro RD device is built in such a way to reproduce the key physical aspects.
Next, a reduced number of catalysts with several substrates are investigated in detail.
Accurate kinetic measurements and data mining complement previous tasks.
The results are imbedded directly in the simulation the RD distillation column.
Design and Control of Recycle Systems by Non-linear Analysis
Design and control of reactors in recycle systems should be integrated at an early design stage in order to comply with
modern requirements, such as flexibility in production, high efficiency of raw materials, reduced inventories and down-to-zero waste.
The generic structure is the Reactor-Separator-Recycle system.
It is argued that the reactor volume should be higher than a minimum value in order to ensure feasible operation.
In contrast with stand-alone reactors, multiple steady states are possible solely due to the effect of material recycles,
but non-isothermal operation may bring even more sophisticated non-linearities.
Another important topic is the intricate relation between plantwide control structures and
reactor design, an aspect largely ignored by now both by designers and control engineers.
It is demonstrated that the so-called snowball effect (high sensitivity) is merely a matter of reactor design than control.
A clear distinction is made between self-regulation and controlled-regulation structures in relation
with the stoichiometry of the reaction network and the make-up policy of reactants.
In general, using the recycle flow rate to manipulate the production rate is a good
design practice, better than fixing the fresh feeds of reactants.
However, for some complex reactions, the simple self-regulation feed policy is workable.
In addition it may ensure a desired selectivity pattern.
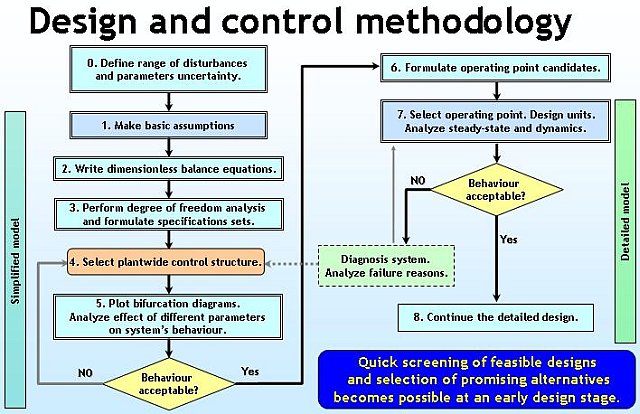
This study proposes a design methodology that allows the designer to screen by a simple and quick procedure feasible design(s)
and select promising alternatives that integrates plant wide controllability at an early conceptual stage.
The approach is illustrated by realistic case studies. Some of the main conclusions of this project are summarized below:
1. Design of a chemical reactor involved in recycle system should be viewed from a systemic perspective.
Reactor volume should exceed a critical value for feasible operation.
The dynamic behaviour and control of the Reactor-Separator-Recycle system depends
on the reactor size and the control structure for the make-up of reactants.
2. Snowball effect is a steady state phenomenon that may upset the operation of units involved in recycles, namely the separators.
The snowball effect is rather a problem of design than of process control.
From control viewpoint larger reactors behave better than smaller ones.
3. Design of chemical reactors should take into account the state multiplicity when more than one reactant is involved, even with isothermal reactors.
When only mass recycle is concerned, the reactor type is not important for the type of non-linear behaviour, the results being similar for both CSTR's and PFR's.
The superposition of feedback of energy on material feedback gives a more complex pattern of state multiplicity.
Operating point should be always selected on the stable branch, far from the fold.
4. Multiplicity pattern depends also on the control strategy. Simplified realistic models can be developed
and bifurcation diagrams can be traced by means of standard tools or even flowsheeting simulators.
5. Make-up of reactants should be analysed in connection with reactor design.
A clear distinction can be made between self-regulation (fixed fresh feeds) and controlled regulation (make-up in recycle).
Self-regulation may be applied if the number of reactants equals the number of independent reactions.
6. The issue of selectivity in recycle systems looks differently as from stand-alone viewpoint.
For consecutive/parallel reactions the ratio between desired product and sub-product can be
simply set from the initial ratio of reactants, independently from the reactor type or design.
7. Results of this study have been translated in simple design guidelines, such as:
a. The recycle should be preferably of high purity, but can tolerate a limited amount of product.
b. Recycle flow rate should be set at the highest value allowed by the economical trade-off.
c. The ratio of kinetic constants and ratio of fresh feeds can be used to manipulate the selectivity.
Pollution examination and energy analysis have become in recent years an essential part of nationwide climate
strategies in many European countries, for reducing the impacts the process industry has on environment.
Many sulphuric acid plants are facing now new challenges that aim to maximize the
amount of energy produced while minimizing the impact on environment.
This study presents results of dynamic modelling, simulation and optimisation of a sulphuric acid process.
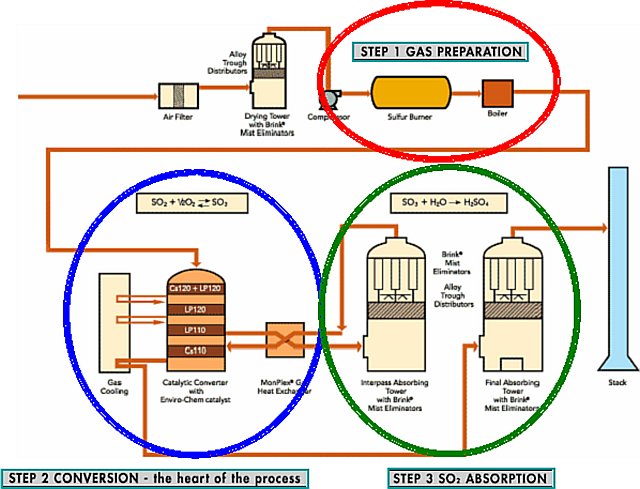
In a typical plant (as for example the Monsanto process), conversion of SO2 to SO3 takes place in an adiabatically operated catalytic reactor.
Because the reaction is reversible and exothermal, several conversion steps, addition of fresh air and inter-stage cooling are necessary.
Further, SO2 conversion is improved and tail gas emissions are reduced through an intermediate SO3 absorption step.
In this study we show that operational problems may occur when the process is disturbed,
for example by changing production rate, catalyst deactivation, or varying mass flow rate of air fed
into the sulphur burner due to day-night temperature differences and constant volumetric flow rate operation.
For certain disturbances, the dynamic response of the plant is nonlinear and leads to sustained oscillations.
This behaviour is explained by the presence of an inverse response for the temperature through the reactor beds,
combined with the positive energy feedback caused by the two feed-effluent heat exchangers.
This study demonstrates two approaches to stabilize the plant, namely changing the catalyst
distribution among the conversion stages and employing feedback temperature controllers.
In addition, key operating parameters were determined by sensitivity analyses.
This study proves that further improvements are possible through optimisation.
The challenge is to maximize the amount and quality of steam generated and,
simultaneously, to minimize the environmental impact of the process.
For example, the amount of SOx released in the atmosphere can be reduced by 40% if the amount of air
fed to the sulphur burner, the flow rates of air fed to converter passes R3 and R4, and split fractions
of cold streams entering the gas-gas heat exchangers FEHE1 and FEHE2 are set to optimal values.
The study is based on a dynamic model developed in gPROMS, which includes a graphical user interface build in MS Excel.
Therefore, the model is helpful also for operator training, besides controllability, operability and optimisation studies.
An excellent agreement exists between the real plant data and the results of the simulations, the relative error being tipically below 1%.
For example, the temperature differences between simulation results and real plant data do not exceed 5-10 K.
Further usage of this dynamic robust model includes:
controllability analysis (determine the controllability of the plant and
possible improvements of the control structure, as well as optimal control policy),
other dynamic simulations (detect potential sensitivity problems and which model parameters have greater importance),
operator training (due to the Excel interface that plays the role of a control panel
that simulates the real plant behaviour for any change of model parameters),
other optimization studies (e.g. maximize the amount of energy produced by the plant or
optimize the air feed policy accounting for day/night temperature variations).
Foam Control in the Food Industry
This project aims the development of a more natural ingredient for beverages products.
The main issue concerning the industrial production process is the control of the foam formed in an aerated stirred tank reactor.
The first part of the study presents a brief literature review on several topics concerning the project:
foam formation, foam characterization, foam stability, foam control, antifoams, defoamers, foam-breakers, and bubble size distribution.
Then, key factors responsible for foam formation during industrial production process are established and analyzed.
Characterization of foam and its stability is considered an essential issue.
The experiments performed at lab-scale allowed gathering of information about foam and bulk liquid rheology.
Along with real plant data, this information was used for modeling the system.
The modeling of the aerated stirred tank reactor integrates foam formation as well as most important design parameters.
Sensitivity analyses of key operating and design parameters are performed.
The results of the model were validated against experimental data.
Errors of maximum ± 20% are expected at factory-scale.
Additionally, the use of foam control agents and mechanical foam-breakers was investigated.
Antifoaming lab-scale experiments were carried out at and the choice of an antifoaming agent and its practical applicability was optimized.
Various designs of mechanical foam-breakers and their practical applications were examined.
Operating parameters, such as air sparging regime or mixing conditions, were optimized.
Consequently, feasible foam control recommendations are proposed.
These alternatives are reviewed and a critical analysis is performed.
Full model results were validated against lab-scale and factory-scale data.
Subsequently model adjustments were performed when required.
After processing the simulation results, long-term and short-term foam-control solutions are proposed for practical implementation.
These solutions have been demonstrated at pilot- and factory-scale.
QSPR & QSAR Studies / Computational and Topological Chemistry
QSPRs (Quantitative Structure-Property Relationships) link in a quantitative manner
the physico-chemical properties of chemicals with the molecular structure.
Some molecular properties (i.e. those of which numerical value vary with changes in the molecular structure)
such as the normal boiling point, critical parameters, viscosity, solubility, retention chromatographic index,
are often used for characterizing chemicals in databases.
However, a certain property is not always available in tables or other reference sources.
It is just the case of newly synthesized compounds.
As a consequence, methods of evaluating physico-chemical properties from the structural features of organic molecules become very important.
Monitoring the environmental pollution needs the prediction of toxicity of chemicals in air, waste waters and sole.
QSARs (Quantitative Structure-Property Relationships) can be used to predict the toxicity accurately, without using more expensive experimental methods.
Drug research and production is also related to the QSAR techniques.
In this work new correlating results by using Cluj and Szeged topological indices are reported, with the aim
to demonstrate the capability of our indices to model the molecular properties of organic compounds.
The above mentioned indices are calculated on the ground of the Cluj and Szeged matrices, respectively.